

Istzustand:
Mit Robotern automatisiert abzupackendes Rohmaterial wird in 25 kg Gebinden, hygienisch in Folie verpackt und zusätzlich in stapelbaren Kartonagen zu je 5 Lagen auf einer Industriepalette mit den Abmessungen 1000mm x 1200mm) angeliefert.
Das Depalettieren der Kartonagen erfolgte bereits automatisiert mit Hilfe einer Roboterkinematik der Firma ABB. Die depalettierten Kartonagen werden dabei auf zwei Förderbänder abgelegt.
Die Förderbänder transportieren die Kartonagen zu zwei Entpackungsmaschinen, sogenannten Dekartonierern. In diesen Dekartonierern wird die Kartonage vollautomatisch vom Inhalt getrennt. Die leeren Kartonagen werden über eine Fördertechnik einem Kartonschredder zugeführt. Das geschredderte Material wird über eine Absaugung und über ein Rohrsystem aus dem Hallenbereich gefördert.
Über eine in die Fördertechnik integrierte Waage und einem Röntgengerät wird das Rohmaterial gewogen und auf Rückstände untersucht, bevor diese in einen benachbarten Hallenbereich zur weiteren automatisierten Verarbeitung transportiert werden.
Aufgabenstellung bei der automatisierten Depalettierung von Kartonagen in der Lebensmittelindustrie:
Der Kunde plante eine Erweiterung der automatisierten Produktion. Daher bestand die Notwendigkeit auch die Kapazität der vorgelagerten automatisierten Rohmaterialzuführung zu erhöhen. Zeitgleich sollte mit dem Umbau der Anlage eine Modernisierung und eine Optimierung vorhandener Prozesse erfolgen.
Eine besondere Herausforderung bestand darin, dass die Maßnahme OHNE Prozessunterbrechungen / Produktionsstillständen realisiert werden sollte, und eine Minimalversorgung der nachfolgenden Produktion mit Rohmaterial permanent zu gewährleisten war.
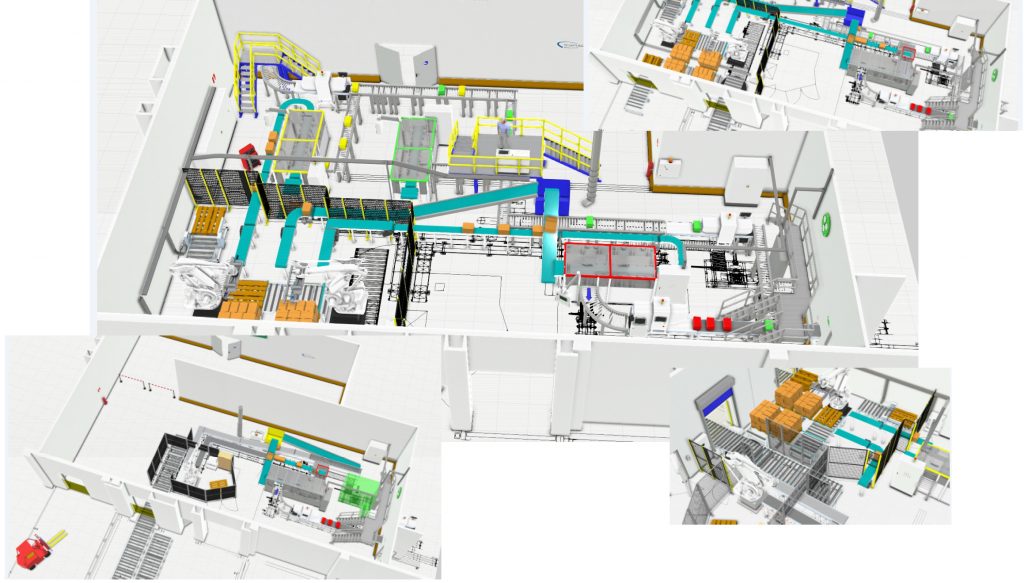
Konzept der automatisierten Depalettierung von Kartonagen in der Lebensmittelindustrie:
Die Umbaumaßnahme wurde ohne Unterbrechung der laufenden Produktion geplant. Mindestens eine Produktionslinie stand permanent bereit. In Summe waren fünf „echte“ Stillstände erforderlich, die jeweils um Wochenenden herum ausgeführt wurden.
Die gesamte Automationsmassnahme wurde daher in drei Umbaustufen aufgeteilt:
Stufe 1 – Neue ABB-Roboterzelle mit einem Roboter und ein neuer Dekartonierer
Stufe 2 – 2. neuer Dekartonierer, zweiter Roboter und Anbindung an neue Produktion
Stufe 3 – Austausch eines weiteren Dekartonierers gegen neuen Dekartonierer
Komponenten der automatisierten Depalettierung von Kartonagen in der Lebensmittelindustrie:
Paletten-Fördertechnik:
Die vorhandene Paletten-Fördertechnik aus der Warenannahme (Kühlhaus) wurde um eine automatisierte Paletten-Fördertechnik als Zuführung für zwei ABB-Depalettierroboter erweitert.
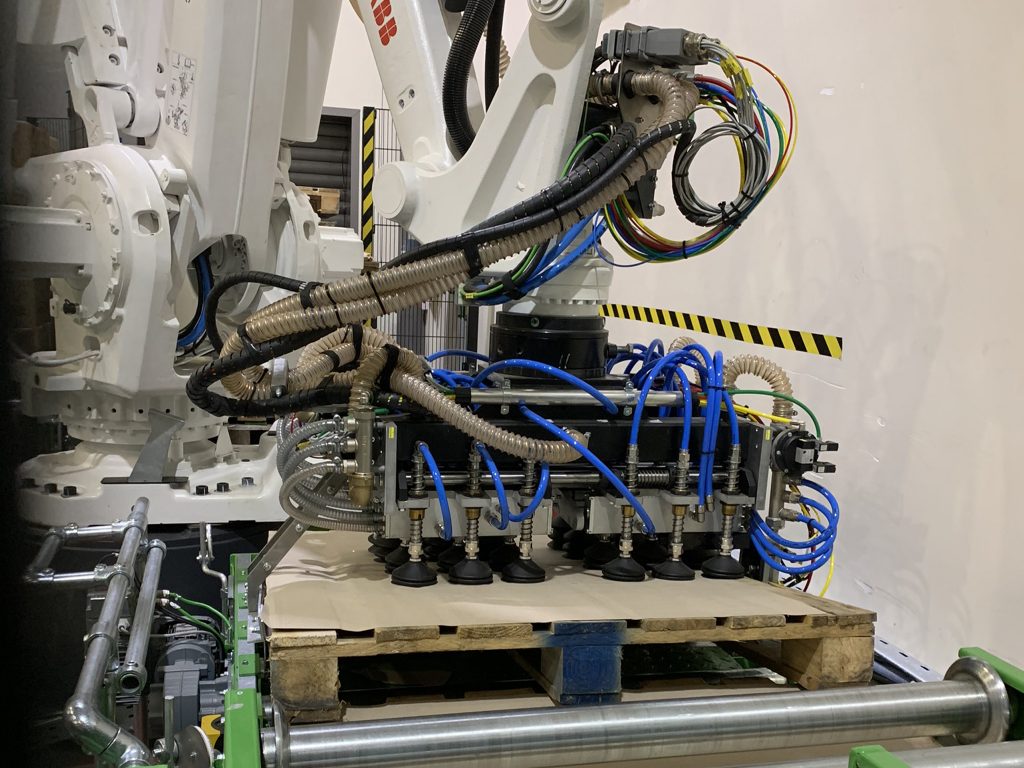
Roboter und Greifertechniken:
Es wurden zwei Roboter des Herstellers ABB für das automatisierte Depalettieren der Kartonagen geliefert und in Betrieb genommen.
Trennende Schutzvorrichtung mit überwachten Eingängen
Der Arbeitsbereich der ABB Roboter wurden mit trennenden Schutzvorrichtungen versehen.
Es wurden zwei Zugänge zu den Robotern über einflüglige Schwenktüren vorgesehen.
Energieverteilung , Spannungserzeugung und Leitsteuerung
Es wurden neue Schaltschränke für die Aufnahme von Schalt- , Schutz- und Automatisierungsgeräten geliefert.
Diese bestehen aus einem Schrank für die 400V Verteilung, für Antriebe und sonstige Leistungsabgänge, einem weiteren Schrank für sonstige Leistungsabgänge, 24V- Spannungserzeugung und Verteilung sowie einem weiteren Schrankgehäuse mit der übergeordneten Leitsteuerung für den gesamten Bereich des Roboterraumes.
Steuerbühne mit Hauptsteuerpult
Als Haupt-Bedienstelle wurde ein über die Anlage gebautes Standpult vorgesehen. Dieses beinhaltet neben Hardwaretastern und Leuchtmeldern zwei Touchpanel zur Anlagenvisualisierung und zur Anzeige von Betriebs- und Störmeldungen. Des Weiteren wird ein mobiles Panel vorgesehen, dass für Instandsetzung- und Wartungsarbeiten verwendet werden kann. So kann zum Beispiel direkt vor Ort ein Förderband manuell angesteuert werden um dessen Funktionalität überprüfen oder Einstellarbeiten durchführen zu können.
Die Stationen zum automatischen Depalettieren und Endpacken wurden alle für den Automatikbetrieb ausgelegt. Ein „Handbetrieb“ oder eine „Teilautomatik“ wurden bis auf die manuelle Bedienung der Robotereinheiten mit dem zugehörigen Panel und manuelle Funktionsaufrufe nicht vorgesehen.
Das Pult wurde auf einer erhöhten Steuerbühne installiert. Die Steuerbühne dient zum einen der erhöhten Übersicht des Anlagenbedieners und wird zum anderen als Übergang für installierte Fördertechniken verwendet. Fertigung aus Stahl, lackiert nach Kundenvorgabe.
Dezentrale Automatisierungstechnik in Edelstahlausführung
Alle dezentralen ET-Einheiten wurden in einem geeignetem Steuergehäuse an den jeweiligen Förderlinien installiert. Im Gegensatz zu den Steuerschränken für die Energieverteilung und dem Steuerpult werden diese Gehäuse in Edelstahlausführung vorgesehen auf Grund der räumlichen Nähe zu den Förderbändern und eventuell auftretenden Verunreinigungen.
Energieführung / Kabelwege in Edelstahlausführung
Alle Kabelwege im Bereich der Fördertechniken wurden ebenfalls aus Gründen der Reinigung in Edelstahlausführung vorgesehen. Die Kabelwege bestehen aus offenen Gitterrinnen.
Weitere Übergänge
Für die Ausbaustufe zwei mit Anbindung der neuen Produktion wurde eine weitere Überbauung von Fördertechniken aus Gründen der Zugänglichkeit notwendig. Wie die Hauptsteuerbühne wurde dieser Übertritt aus lackiertem Stahl vorgesehen.
Daten – Schnittstellen / Netzwerk:
Grundsätzlich erfolgte die Anbindung und der Datenaustausch zwischen Komponenten / Baugruppen auf Basis Profinet. Das Netzwerk wurde sternförmig konzipiert und sinnvoll den Komponentengruppen zugeordnet.
Sicherheitskonzept:
NOTHALT
An mehreren Positionen wurden NOTHALT-Taster montiert, z.B. an Türen und Toren der Schutzumhausung, Hauptsteuerpult, sonstige Bedienstellen.
Die Betätigung eines dieser Taster führt zum Stillsetzen aller Anlagenteile, von denen gefahrbringende Bewegungen ausgehen können, nach Stoppkategorie 0.
Trennende Schutzvorrichtung mit überwachten Eingängen
Der Arbeitsbereich der Roboter wurde mit trennenden Schutzvorrichtungen abgetrennt. Die Zugänge wurden sicherheitstechnisch überwacht und ausgewertet. Des Weiteren ist ein Zugang (Öffnen des Zuganges) nur nach Anforderung möglich, dazu wurden die Zugänge mit Zuhaltungen vorgesehen. Der Eingangsbereich für die Palettenzuführung und der Ausgangsbereich für Leerpaletten wurde mit entsprechenden Lichtgittern und Mutingfunktion abgesichert.
Um das Sicherheitskonzept normgerecht umsetzen zu können, war eine sichere Robotertechnik (SafeRobot) notwendig. Dieser Zusatz ermöglicht die sichere Überwachung von Arbeitsgeschwindigkeiten der Roboterkinematik und die sichere softwaretechnische Definition von Arbeitsräumen.
Lieferumgang der Automatisierungstechnik:
- Robotersystem ABB IRB 760 450kg / 3,2m mit systemgebundenem Zubehör,
- Vakuum-Greiftechniken zum Depalettieren von 25 kg schweren Kartonagen,
- kpl. Steuerungstechnik,
- dezentrale Peripheriestationen,
- Kabelwege,
- Schutzzaun mit zwei Sicherheitszugängen,
- Lichtgitter mit Mutingfunktion,
- erhöhte Steuerbühne,
- Hilfskonstruktionen,
- Montage, Montagematerial,
- Simulation,
- Konstruktion,
- Softwareerstellung,
- Projektbegleitung,
- Dokumentation und Schulungen,
- Inbetriebnahme,
- Betriebsbegleitung,
- Optimierungsarbeiten, und
- alle Transporte
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}